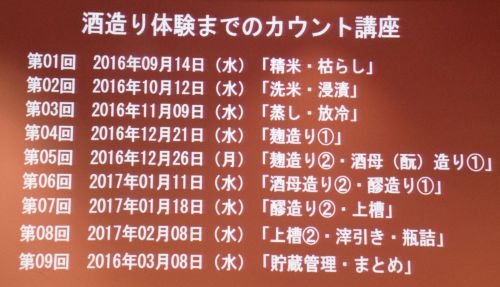
銀座NAGANO日本酒講座で学んだ麹造りについての詳細
マイ日本酒探し
| 記事タイトル | 銀座NAGANO日本酒講座で学んだ麹造りについて |
|---|---|
| 概要 |
|
| リンク | 『銀座NAGANO日本酒講座で学んだ麹造りについて』の続きを読む |
| サイト名 | マイ日本酒探し |
| タグ | 日本酒 講座 |
| 投稿日時 | 2017-02-27 16:21:23 |
- 【日本酒】山間⚡スペシャル編🎉『中採り🎯直詰め⛲⓮号』特別純米🌈無濾過原酒 初回限定蔵出し 令和3BY🆕 ( 2022-09-26 00:20:11 愉酒屋ノ熱血地酒伝 ver.1 )
- 【(日本酒イベント)やまなし地酒フェスタ2021!!】 ( 2022-09-25 14:20:11 takezo@純米狂 酔ゐどれ日記「酒もってこい(*'с'*)ノ☆バンバン!」 )
- 10月1日は日本酒ゴーアラウンド2022京都 ( 2022-09-25 01:00:10 日本酒バー開店日記~SAKE BAR ASAKURA~ )
- 今宵の日本酒#sake #japanesesake #nihonshu #日本酒 #酒... ( 2022-09-25 00:40:10 日本酒アンバサダー@大森慎のブログ )
- 【日本酒】岩豊-GANHO⭐特別編『生酛造り🌌スペシャル』特別純米✨無濾過原酒 雪室貯蔵2022⛄SPver 特別限定蔵出し 令和3BY🆕 ( 2022-09-25 00:21:04 愉酒屋ノ熱血地酒伝 ver.1 )
- 父の○○ @ 日本酒せと果(神戸 元町) ( 2022-09-25 00:20:10 まき子の酒 )
- 酒蔵訪問 本田商店(ほんだしょうてん) ( 2022-09-24 14:30:04 酒と出会いとお寺とお宮 )
- 廣戸川 純米 秋あがり ( 2022-09-24 00:46:03 北陸・石川・金沢発 日本酒 焼酎 梅酒 専門店への道 )
- 今宵の日本酒#sake #japanesesake #nihonshu #日本酒 #酒... ( 2022-09-24 00:20:12 日本酒アンバサダー@大森慎のブログ )
- 【日本酒】勝山🏯秋の陣『戦勝🌕政宗』冷やおろし🌙特別純米酒 宮城産ひとめぼれ🌾55磨き 特別限定蔵出し 令和3BY🆕 ( 2022-09-24 00:17:00 愉酒屋ノ熱血地酒伝 ver.1 )